Kalibrierung
Das neue HotEnd ist montiert, worauf warte ich eigentlich noch?
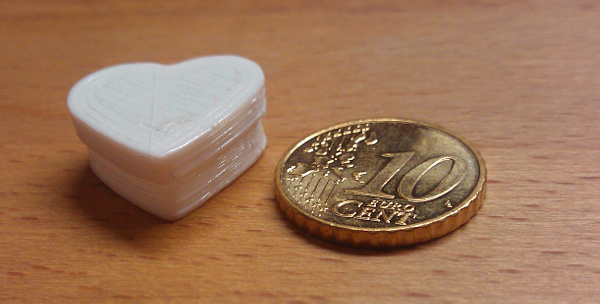
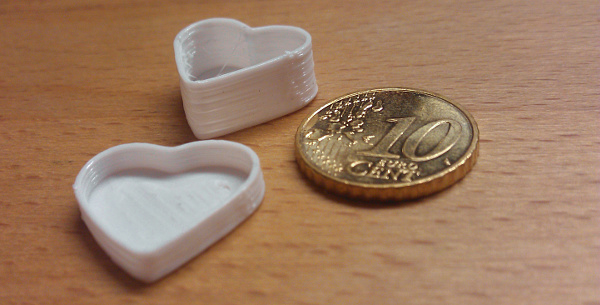
Die Kalibrierung des Druckers ist enorm wichtig und entscheidet über die Druckqualität welche der Drucker später erreichen soll.Nachdem ich den Drucker mit ein paar relativ einfachen Einstellungen kalibriert hatte habe ich folgendes Herz (Thing#61, mit Slic3r auf 50% skaliert) gedruckt. Das war wohlgemerkt der erste Druckversuch nach der Kalibrierung und wurde nicht nachbearbeitet:
- Mit einem Messschieber den Filamentdurchmesser bestimmen. Bei mir waren das erstaunlicherweise exakt 1.75mm. Diesen Wert trägt man in einem neuen Slic3r-Profil unter „Filament Settings“ → Filament“ → „Diameter“ ein.
- Anschließend extrudiert man via Pronterface ein paar Zentimeter des Filaments und bestimmt davon ebenfalls mit einem Messschieber den Durchmesser. Über das gesamte extrudierte Material hinweg sollte der Durchmesser dabei konstant sein (falls nicht → Düse reinigen). Bei mir ergab das einen Wert von 0.58mm. Diesen trägt man wiederum im Slic3r-Profil unter „Printer Settings“ → „Extruder 1“ → „Nozzle Diameter“ ein.
- Danach stellt man den Abstand des HotEnds zum Druckbett sauber ein. Dabei sollte es so sein, dass am Nullpunkt der Z-Achse die Düse in das Heizbett „eintaucht“ (nur ein paar zehntel Millimeter). Wenn das getan ist fährt man über Pronterface die Z-Achse so weit nach oben, dass zwischen Düse und Heizbett gerade noch ein Blatt Papier hindurchpasst. Dies erledigt man an allen 4 Ecken. Danach ist die Düse, egal an welcher Position, immer gleich weit vom Heizbett entfernt. Das Offset zwischen Nullpunkt der Z-Achse und dem Punkt, an dem das Blatt Papier gerade so zwischen Düse und Heizbett hindurchpasst notiert man sich und trägt es in den Slic3r-Einstellungen unter „Printer Settings“ → „General“ → „Z offset“ ein.
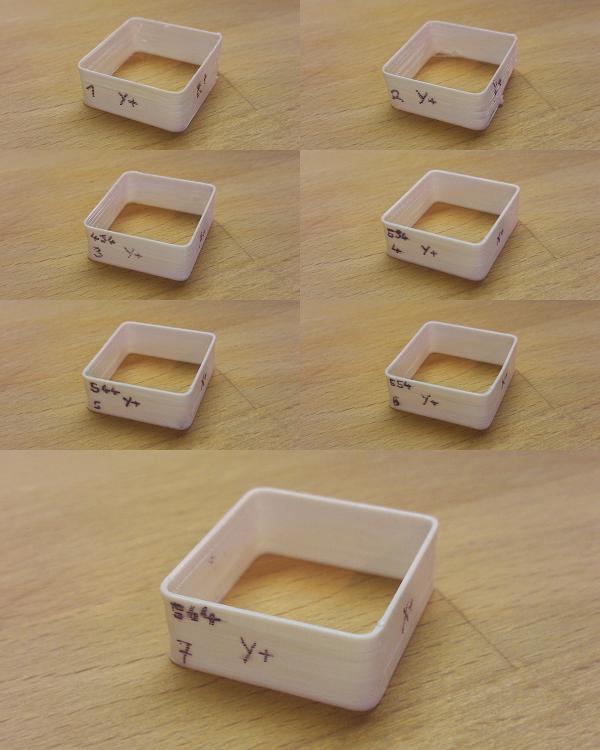
- Jetzt heißt es: Ausprobieren! Zuerst besorgt man sich ein Objekt welches sich zum Kalibrieren eignet (ich habe mich für „0.35mm-thin-wall.stl“ von Stoffel15 aus dem RepRap-Forum entschieden). Ausgehend davon, dass die E-Steps der Achsen alle passen kann man sich nun auf die Suche nach der richtigen Kalibrierung machen. Ich ändere dabei nur eine handvoll Werte. Unter den „Print Settings“
- Layer height
- First layer height
- Tempertatur des HotEnds
- Temperatur des Heizbetts
- Retraction length
- Z offset
- Temperaturen (egal ob Extruder oder Heizbett) ausschließlich in 5°-Schritten erhöhen bzw. verringern
- Den Z offset ebenfalls nur in ganz kleinen Schritten einstellen (0.05mm)
- Wenn das Objekt nicht sauber am Heizbett haftet: Z offset verringern, Temperaturen erhöhen oder die First layer height ändern
- Wenn Fäden gezogen werden die Retraction ändern oder die Temperatur der Düse verringern
Revision 4 | 2014-09-28 13:04:51